Table of Contents
PCB PP (Prepreg)
PCB PP (Prepreg), or Pre-preg, is a shorthand expression for Pre-Impregnated, also referred to B-stage, Bonding sheet, or simply Preg, which is composited of fiberglass fabric impregnated with resin. The resin has been partially cured but not hardened during the Prepreg coating operation. When heating the PCB stack-up in pressing process, the resin in Prepreg will flow, stick and bond the PCB core with copper foil or other materials.
PCB Prepreg (PP) 106, 1080, 2116 and 7628
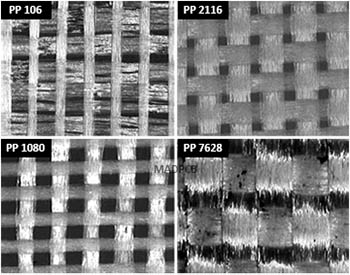
The name of each prepreg derives from the type of fiberglass used. PCB PP 106, 1080, 2116, 7628 are glass fabric types, and each number has different parameters, including Resin Content, Cured Thickness, Standard Size (Roll Type), Weight and etc. From the Prepreg parameter chart, you can see the resin contents and cured thicknesses of the same glass fabric type can be different.
The resin material encases a glass weave, and the manufacturing process for this glass weave is very similar to that used to manufacture yarns. The glass weave can be quite tight (e.g. 7628 PP) or loose (e.g. 106 PP), which is controlled with a loom during manufacturing. Any gaps and the overall homogeneity of the yarn will determine the electromagnetic properties, which is then responsible for dispersion, losses, and any fiber weave effects seen by signals in the PCB board.
Commonly Used PCB PP Styles
- PP 106: thickness 50μm, Er=2.8-3.7, resin content ~70%
- PP 1080: thickness 60-70μm, Er=3.2-3.7, resin content ~60%
- PP 2116: thickness 90-110μm, Er=3.6-3.8, resin content ~50%
- PP 7628: thickness 170-190μm, Er=4.1-4.6, resin content ~45%
PCB PP Storage Conditions
Before using the prepregs for PCB manufacturing, they should be stores in special conditions:
- 3 months when stored at <23 °C and <50% RH.
- 6 months when stored at <5 °C. Normalize in room temperature for at least 4hrs before using.
- Beware of moisture, always keep wrapped in damp-prof material. Keeping in normal condition, prepreg might absorb moisture ad its bonding strength would be weakened.
- Avoid UV-rays and strong light.
What’s Resin Content in PCB PP and How to Test?
Resin content (%) is the percentage of the resin in the total prepreg weight. The standard method of test for resin content in fiberglass reinforced prepregs and laminates is a burn out in which the final weight after a burnout at 1,100°C is subtracted from the original weight. The difference, expressed as a percentage, is the rein content. The ability to control resin content depends on the variation in weight of the basis fabric, the consistency of the coater operation and the batch-to-batch variation in resin solution rheology.
How to Select PCB PP in Design Stage
Lightweight fiberglass fabrics with high resin contents tend to give smooth, resin rich surfaces, and provide better filler or internal copper etched patterns. Heavier fabrics are less expensive, tend to provide enhanced dimensional stability and permit building of greater thickness at less cost. The use of heavier fabrics, especially 7628, can affect smoothness and drilling characteristics. Heavy fabrics, especially 7628 and thicker fabrics occasionally used in rigid CCLs to cut cost, can defect small drills or may cause them to break.
The Prepreg 106, 1080, 2116, 2313, 7628 of different material suppliers vary in thickness and resin content. In addition, there are versions of standard resin, medium resin and high resin, depending on the resin content. The best possible material used is dependent on the desired final PCB thickness, stack-up, dielectric constant, dimensional stability and cost. The thicker the prepreg, the higher the cost. What’s more, similar to CCLs, Prepregs are also available in high Tg and halogen free types, but not always in every possible thickness. If you have custom layer buildup, please always state the desired final PCB thickness, but not just the prepreg names.
What’s PCB PP and Core Hot Pressing Cycle?
The outer layers of our multilayer PCBs consist of sheets of glass fabric pre-impregnated with uncured (B-stage) epoxy resin (PP) and a thin copper foil. The lay-up operator has already placed a copper foil and 2 sheets of PCB PP on the heavy steel baseplate. Now he places the pre-treated core carefully over the alignment pins. Then he adds 2 more sheets of PP, another copper foil and an aluminum press plate. Then rolls the heavy stack under a press which lowers down the steel top plate. He pins the stack together and rolls the finished stack out of the clean room into a rack.
The press operator collects a few stacks on a loader and loads them into the bonding press. This press uses heated press plates and pressure to bond the layers of the PCB together. The heat melts and cures the epoxy resin in the prepreg while the pressure bonds the PCB together. The process is computer controlled to build up the heat and the pressure correctly, hold it and then to cool the press down. In this way, we ensure a permanent bond that will last the lifetime of the PCB board. For complex multilayer PCBs with layer count more than 10, or 20. The stacks may include sub-assemblies of cores, prepregs and copper foils drilled and plated before being assembled into the final PCB.
Once the pressing cycle is completed, the press operator unloads the press and carefully rolls the heavy stacks into the clean room. Here the lay-up operator de-pins the stacks and removes the top plate. He unloads each of the panels from the stack, removing the aluminum press plates used to ensure a smooth copper finish. The copper foil is now bonded in place to form the outer layers of the PCB.